
Barkly Project, Northern Territory (TMS 100%)
The Barkly Project, located approximately 32km east of Tennant Creek in the Northern Territory, comprises two granted Exploration Licences – EL 28620 (Barkly Project) and EL 30701 (Babbler Project).
Situated on the eastern margin of the richly endowed Tennant Creek Mineral Field (TCMF), the tenements are considered highly prospective for high-grade copper-gold mineralisation. The Tennant Creek district has a distinguished production history, yielding over 5.5 million ounces of gold and over 700,000 tonnes of copper between 1934 and 2005 (see Figure 1 below).
The project area hosts the greenfields Bluebird high-grade copper-gold discovery, which continues to demonstrate strong potential for the discovery of additional high-value mineral deposits across the Barkly tenement package. The Bluebird Discovery maiden, open pit Mineral Resource Estimate was announced in October 2025.
- Bluebird Copper-Gold Discovery
- Mineral Resource Estimate
- Metallurgical Test Work
- Strategic Alliance Collaboration
- Planned Activities
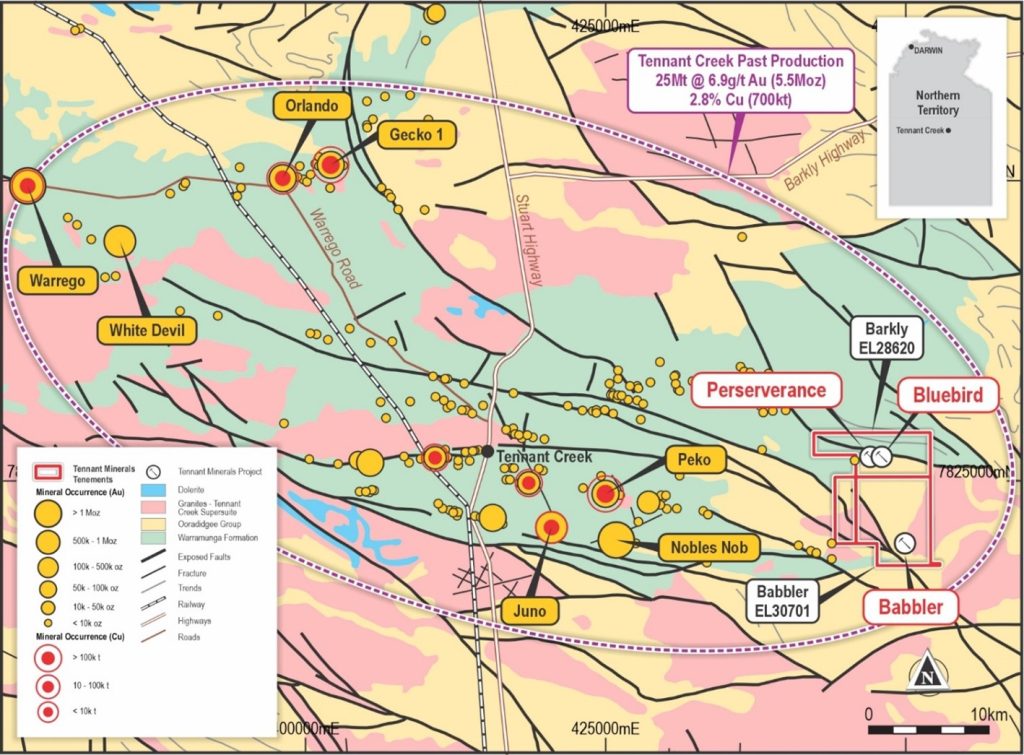
Figure 1: Location of the Barkly Project and historical mines in the Tennant Creek Mineral Field
BLUEBIRD DISCOVERY
The Bluebird prospect is one of several prominent copper-gold targets situated within a 5 km gravity-defined corridor on the company tenements (see Figure 2 below).
Mineralisation at Bluebird is characteristic of the major high-grade copper-gold orebodies historically mined within the TCMF. The high-grade zones are closely associated with intense hematite alteration and brecciation, hosting malachite (copper carbonate), native copper, and visible free gold near surface. From shallow depths (from 65 meters below surface), the mineralisation transitions into primary sulphide mineralisation, including chalcocite, bornite, and zones of massive chalcopyrite and bismuth-copper sulphides.
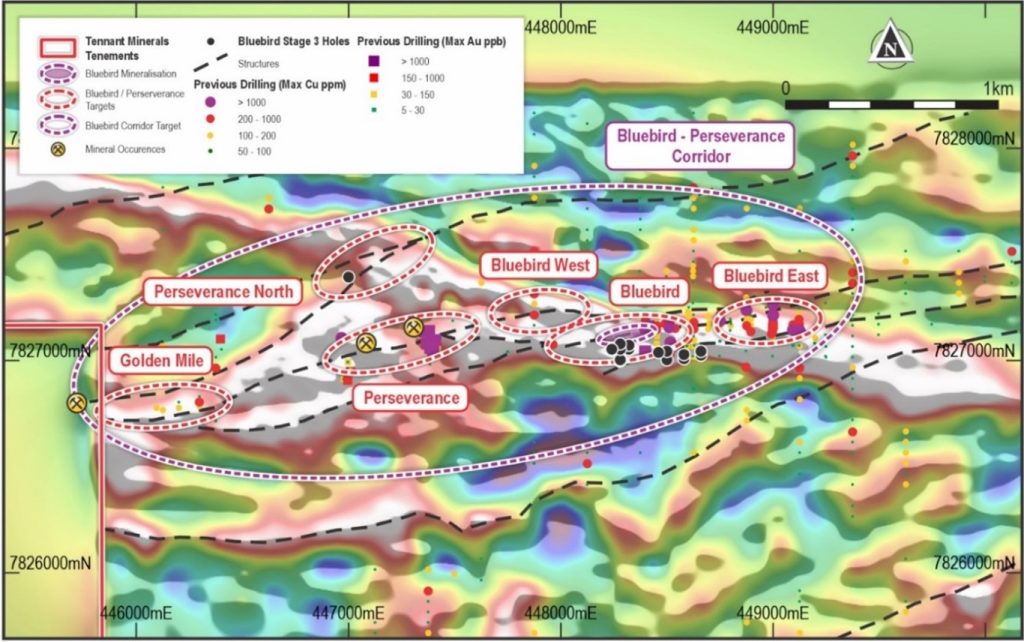
Figure 2: Barkly Project, 5km Bluebird gravity corridor and key copper-gold target zones
MINERAL RESOURCE ESTIMATE (MRE)
To date, drilling at Bluebird has delineated continuous copper-gold mineralisation over a 500-metre strike length and to depths exceeding 400 metres, confirming the robust and vertically extensive nature of the system.
The maiden, high-grade, open-pit copper-gold Mineral Resource Estimate for the portion of the Bluebird discovery (to 180m below surface) is:
1.58Mt @ 3.00%CuEq* (1.30% Cu, 1.04g/t Au, 2.67g/t Ag, 839 g/t Bi) containing 47,400t CuEq, incl.,
– Indicated: 1.07Mt @ 3.43%CuEq* (1.43% Cu, 1.26g/t Au, 3.47g/t Ag, 824g/t Bi) (36,800t CuEq)
– Inferred: 0.51Mt @ 2.08% CuEq* (1.02% Cu, 0.57 g/t Au, 0.99 g/t Ag, 871 g/t Bi), (10,600t CuEq)
The high proportion of Indicated Resources in the new MRE provides a robust foundation for planned developmental studies.
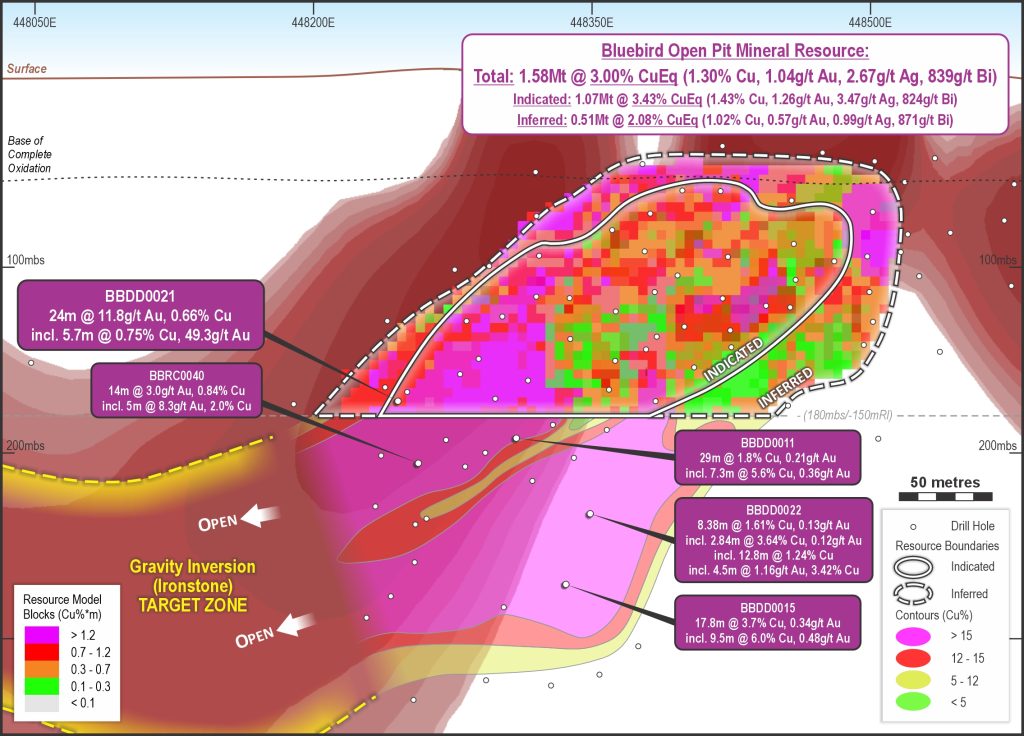
Figure 3: Bluebird Mineral Resource Long-Projection with Interpreted Extents
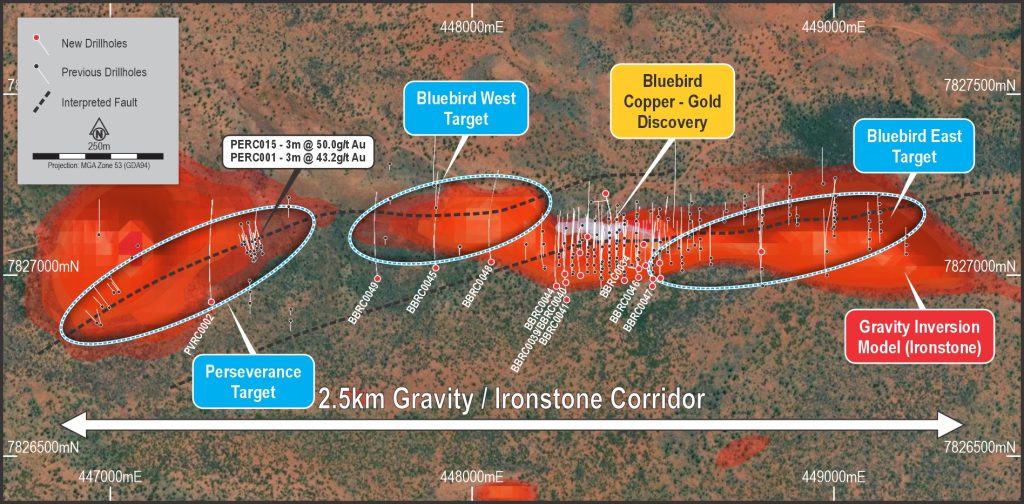
Figure 4: Bluebird plan projection showing 3D gravity model and current and planned drilling
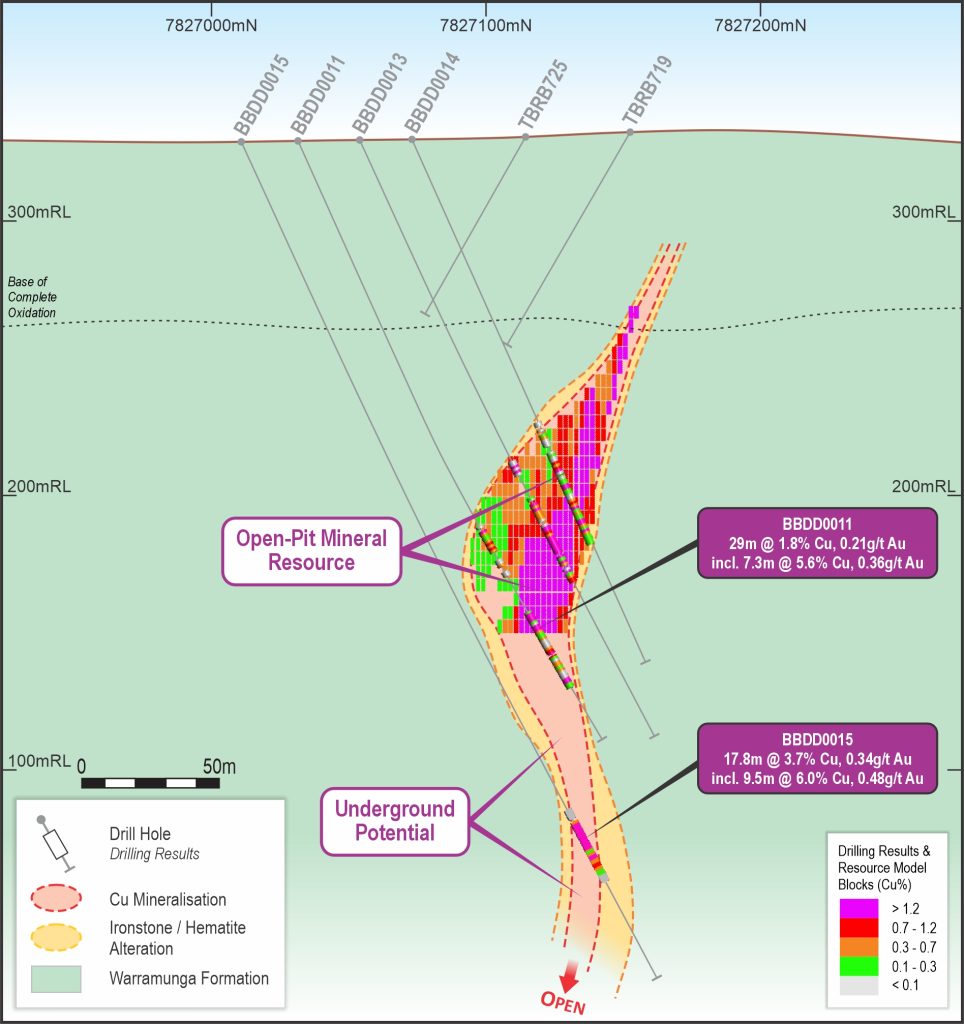
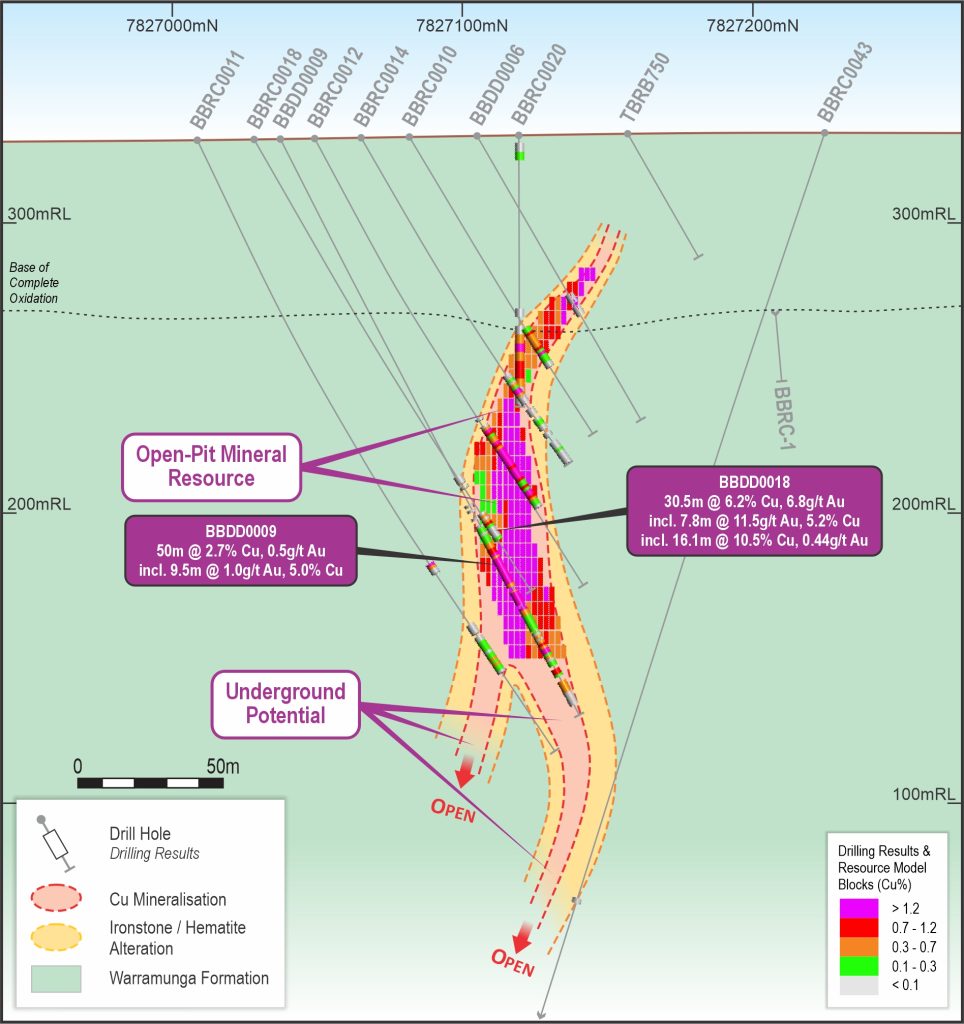 Figure 5: Cross section 448, 380mE showing Resource Drilling & Resource Block Model Figure 5: Cross section 448, 380mE showing Resource Drilling & Resource Block Model |
|
METALLURGICAL TEST WORK
Metallurgical test work on Bluebird samples has demonstrated strong potential for a simple and efficient processing pathway, capable of delivering economic copper and gold concentrates from a future operation. The objective of this initial phase of metallurgical testing was to assess the extractive behaviour of copper and gold within the Bluebird mineralisation and to support the preliminary design of a processing circuit tailored to this ore type.
Further metallurgical test work is planned to enhance understanding of the processing characteristics and recovery potential of the Bluebird mineralisation. Key areas of focus will include:
- Optimising gold recovery from gravity concentrates previously reported to the ASX. With current high gold prices, maximising gold recovery remains a critical objective for the overall project economics.
- Expanding test work across a wider range of material types. To date, metallurgical testing has been conducted on both fresh and partly oxidised copper sulphides. Additional studies will examine other mineralisation styles to ensure that all ore types potentially processed in a future plant are comprehensively characterised, allowing for optimised metal extraction and sales performance.
- Investigating recovery pathways for Critical Minerals, including cobalt and bismuth, which are known to occur within the Bluebird system. Understanding their extraction potential could deliver additional value and enhance the project’s broader strategic significance.
The mineralisation at Bluebird is associated with intense hematite alteration and brecciation with malachite, native copper and visible gold in the upper parts of the zone, which transition to primary sulphide mineralisation including chalcocite, bornite and chalcopyrite.
After the completion of cleaner stage flotation testing of mineralised samples, the Company’s metallurgical consultant, Strategic Metallurgy, indicated that a potentially commercial process plant using Bluebird materials could produce a copper concentrate of 24-29% Cu with a copper recovery of over 90% from all materials, using similar flotation conditions. Gold reports with the copper concentrate at average grades between 1.5 g/t Au to 4 g/t Au, recovering between 58% and 79% of Au. The balance of the gold reports to flotation tails, which are the subject of on-going gravity and cyanidation test-work.
A single set of optimal conditions has now been determined for the treatment of fresh, transitional and very high-grade materials with no degradation in flotation performance. This will enable the Company to develop an efficient extraction process for the Bluebird copper and gold mineralisation, in addition to other critical elements such as bismuth and cobalt, while also providing a solid foundation for an economically viable model for the project.
Previous mining and processing operations within the TCMF, such as at the Peko mine, treated flotation tailings, with gravity and cyanidation leaching, to successfully extract remnant gold from the tailings after copper extraction. The presence of gold in the tails at Peko (up to ~30%) is consistent with the results to date from Bluebird, and the Company is doing further work to develop this part of the processing circuit to substantially increase gold recovery.

Figure 8: Cleaner Flotation Concentration of Chalcopyrite from BBDD0045, Bluebird Copper-Gold Discovery
STRATEGIC ALLIANCE COLLABORATION
Tennant Minerals is collaborating in an alliance which is investigating the benefits of a joint processing facility in the Tennant Creek region.
The strategic Tennant Creek Copper (and Gold) Alliance or TCCA was formed between member companies: CuFe Limited (CUF), Emmerson Resources Limited (ERM) and Tennant Minerals Limited (TMS) (the Parties) to investigate the potential for development of a single, multi-user processing facility for Copper, Gold and other Critical Metals for their Mineral Resources and recent high-grade exploration discoveries in the Tennant Creek region of the Northern Territory (see Figure 1 & 7).
The Alliance recognises that as with the historical high-grade deposits in the Tennant Creek district, developing the deposits independently can be economically challenging, however with collaboration the potential of production from the deposits to be combined, thus allowing the collective group to investigate larger, more meaningful and more financially attractive development options. This strategy will provide a significant shift in the scale of any potential development in the Tennant Creek district to the benefit of each of the Companies and the Tennant Creek as well as the Tennant Creek community.
The proposed shared facility is how the Tennant Creek Mineral Field operated historically, with centralised processing facilities from a number of the high-grade mines “feeding” the processing facilities through a “hub and spoke” development and operational model. It is this style of development and processing solution that the Strategic Alliance plans to continue to investigate. The Alliance has completed an initial Scoping Study and has funding in place to move quickly onto a Pre-Feasibility Study.
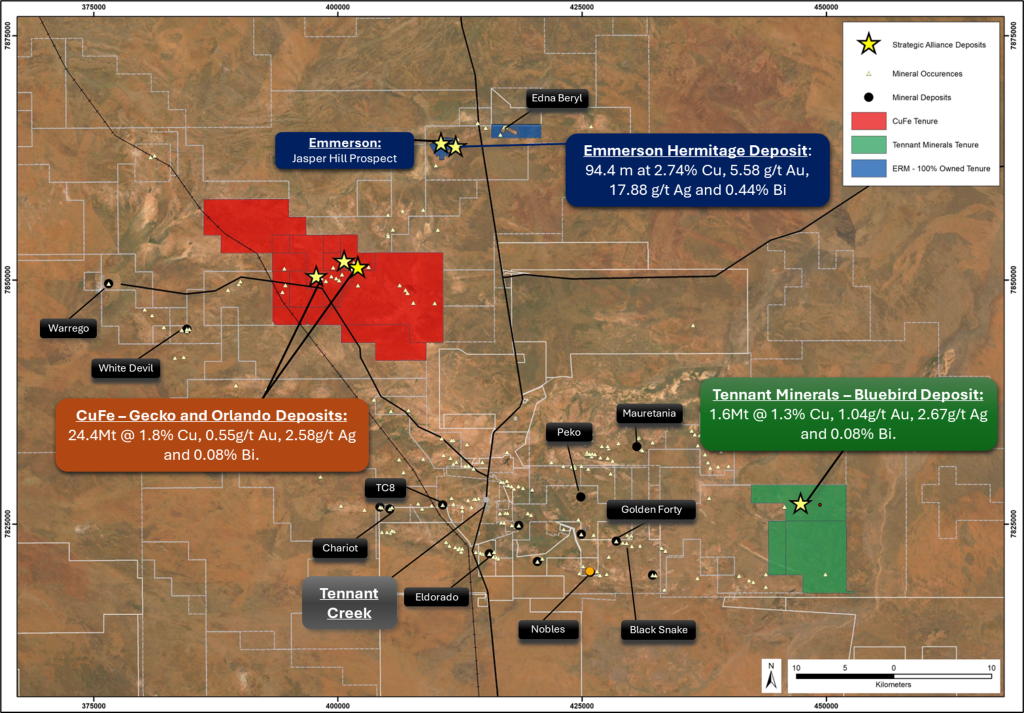
Figure 7: Tennant Creek District showing location of CuFe, Tennant Minerals and 100% Emmerson Projects
PLANNED ACTIVITIES
Following the recent drilling success at Bluebird and announcement of a new Mineral Resource, the Company continues to advance exploration across its 100%-owned Barkly Project tenements.
Drilling planned for 2026 will focus on extending the main Bluebird discovery and testing potential structural and mineralised connections with the nearby Bluebird East and Bluebird West exploration targets. Updated interpretation of drilling data indicates that the Bluebird mineralisation comprises four large, high-grade copper-gold lenses, hosted within an east–west trending, highly mineralised ironstone unit. This interpretation significantly enhances the exploration potential of the project, suggesting possible extensions to the east, west, and down-plunge of the current defined mineralised zone and mineral resource.
Additional priority targets have been delineated within the ironstone gravity corridor, which extends up to 5 km within the tenement boundaries. These targets are coincident magnetic and gravity anomalies and will form the focus of upcoming follow-up exploration programs.
In parallel, recently acquired geophysical data at the Babbler tenement (EL 30701) is being analysed to define drill targets within the underlying Warramunga Formation, prospective for high-grade copper-gold mineralisation. The Babbler Project represents a compelling new discovery opportunity for Tennant Minerals within the broader Barkly Project.